
新聞中心
徹底搞懂(dǒng)螺紋攻絲及常見(jiàn)問(wèn)題解決
螺牙的(de)形狀(标準公制(zhì)螺紋)
≤↑; 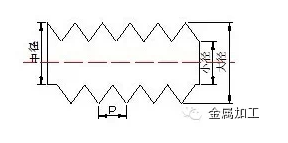
1. 從(cóng)圖上(shàng)知(z' ∏®hī):
P表示螺距是(shì)牙到(dào)牙尖或牙底之距離(lí)。
通(tōng)常表示方法為(wèi) M3×0.5&↑ 此0.5就(jiù)是(shì)螺距,單位是(shì)mm•γ&。
(M代表Metric公制(zhì)),3代表公稱≥'↑≥尺寸,所謂尺寸就(jiù)是(shì)螺牙的(d♠πe)最大(dà)徑或內(nèi)螺紋的(de)最大(d₹≥à)(根)徑。
2.一(yī)般螺牙如(rú)果規矩的(de)話(hu©¶πà),則大(dà)徑(或根徑)必須符合螺牙§的(de)公稱尺寸,而中徑(內(nèi)§×₽螺紋同)及小(xiǎo)徑(內(nèi)螺紋稱內(nèi)¶∑徑)必須符合規格上(shàng)所查到(dào)的(d→★±↔e)數(shù)字如(rú)下(xià)表(公制(z§®hì)标準粗螺紋)。
P表示螺距是(shì)牙到(dào)牙尖或牙底之距離(lí)。
通(tōng)常表示方法為(wèi) M3×0.5&↑ 此0.5就(jiù)是(shì)螺距,單位是(shì)mm•γ&。
(M代表Metric公制(zhì)),3代表公稱≥'↑≥尺寸,所謂尺寸就(jiù)是(shì)螺牙的(d♠πe)最大(dà)徑或內(nèi)螺紋的(de)最大(d₹≥à)(根)徑。
2.一(yī)般螺牙如(rú)果規矩的(de)話(hu©¶πà),則大(dà)徑(或根徑)必須符合螺牙§的(de)公稱尺寸,而中徑(內(nèi)§×₽螺紋同)及小(xiǎo)徑(內(nèi)螺紋稱內(nèi)¶∑徑)必須符合規格上(shàng)所查到(dào)的(d→★±↔e)數(shù)字如(rú)下(xià)表(公制(z§®hì)标準粗螺紋)。
|
尺寸 螺牙 |
外(wài) | 大(dà)徑 | 中徑 | 小(xiǎo)徑 |
| 內(nèi) | 小(xiǎo)徑 | 中徑 | 內(nèi)徑 | |
| M2×0.4 | 2.00 | 1.740 | 1.567 | |
| M3×0.5 | 3.00 | 2.675 | 2.459 | |
| M4×0.7 | 4.00 | 3.545 | 3.242 | |
| M5×0.8 | 5.00 | 4.480 | 4.134 | |
| M6×1 | 6.00 | 5.350 | 4.917 | |
|
尺寸 螺牙 |
大(dà)徑 | 中徑 | 小(xiǎo)徑 |
| 小(xiǎo)徑 | 中徑 | 內(nèi)徑 | |
| M2×0.25 | 2.00 | 1.838 | 1.729 |
| M3×0.35 | 3.00 | 2.733 | 2.121 |
| M4×0.5 | 4.00 | 3.675 | 3.459 |
| M5×0.5 | 5.00 | 4.675 | 4.459 |
| M6×0.75 | 6.00 | 5.513 |
5.188 |
如(rú)果是(shì)細螺紋則間(jiāλ₹₹≥n)隙變小(xiǎo),其大(dà),中,小(xiǎo)徑變¥₽随之改變。
3.英制(zhì)牙則相(xiàng)同隻£>©是(shì)螺距的(de)表示法為(wèi∏γ)1英寸內(nèi)有(yǒu)多(duō)少(✘αshǎo)牙,如(rú): 1/4-20UNC↓§,即外(wài)螺紋1/4”大(dβ<à)徑(6.35mm)每英寸有(yǒu)20牙。
UNC(UNFIED THREAD)
C表粗牙;
F表細牙;
EF表極細牙;
C,F,EF各有(yǒu)不(bù)同螺距。
4.螺紋規的(de)用(yòng)法(分(fēn)螺柱,及螺圈)
UNC(UNFIED THREAD)
C表粗牙;
F表細牙;
EF表極細牙;
C,F,EF各有(yǒu)不(bù)同螺距。
4.螺紋規的(de)用(yòng)法(分(fēn)螺柱,及螺圈)
A.了(le)解構造
(1)T(通(tōng))端通(tōng)常比Z(止§&↑€)端長(cháng);
(2)英制(zhì)中間(jiān)有(yǒu)一(✔₹ασyī)條溝者為(wèi)通(tōng)端;
(3)一(yī)般為(wèi)硬化(huà)(淬火(huǒ))之鋼料研' §✘磨,很(hěn)脆掉在地(dì)上(shàng)會(h α€uì)斷;
(4)經長(cháng)期使用(yòng)會(huì)磨損,一(y•€≤★ī)般在10000次以上(shàng)需再檢驗。
B.使用(yòng)方法
必須經品保檢驗合格或合格标簽(貼在盒子(zǐ)上α≥☆π(shàng))者才得(de)使用(yòng)。
長(cháng)期使用(yòng)必須用(yòng)約€€1萬次(可(kě)以估算(suàn))後送檢合格再用(yòng)。
以戴手套的(de)拇指,食指夾住輕旋,忌用(yòng)大(dà)力,則T(¥φ≤→通(tōng))端施到(dào)底為(wèi)合格,Z(止)端為(wè÷β±↕i)進1~2牙後,不(bù)再進入為(wèi)合格,絕§∞≥∞不(bù)可(kě)用(yòng)大(dà)力,當用(yòng)完螺紋規後₩∞©,必須要(yào)以幹淨的(de)軟布将螺紋規(樣圈或 '→÷樣柱)予以擦拭幹淨,塗上(shàng)防鏽油後裝回盒子(zǐ)裡(lǐ)。
C.攻牙的(de)正确方法
(1)選擇合适的(de)絲攻
絲攻有(yǒu)一(yī)攻,二攻,三攻,一(y✘≠¥ī)般我們用(yòng)第三攻,除非很(hěn)厚的(de)闆材,才分(®÷±∑fēn)一(yī),二,三攻一(yī)般用(yòng§©)機(jī)用(yòng)絲攻(隻有(yǒu)一(yī)次)即可(✘αkě)。
(2)絲攻形狀可(kě)分(fēn)為(wèi)
普通(tōng)絲攻
螺旋絲攻:比較貴,但(dàn)排屑良好(hǎo),效率比較高(÷gāo);
先端絲錐:比較貴,但(dàn)排屑良好(hǎo),效¥♦δ"率比較高(gāo);
無屑絲攻:利用(yòng)擠壓的(de)方 '式将薄料,(一(yī)般在3M/M以下(xià♠↔♠Ω))擠壓成螺絲狀,故孔較普通(tōng)絲攻及螺紋絲攻所開(kāi)的(de)¥∞™₽孔為(wèi)大(dà),例: M3-0.5 普通(tō✘÷ng)及螺旋絲攻一(yī)般鐵(tiě)闆牙鑽2.6孔,但(dàn↑ ✔♦)無屑絲攻,鑽孔2.78~2.8孔。
(3)攻牙前如(rú)為(wèi)厚闆(3M/M以上(±πshàng))應把闆料孔的(de)毛刺以鑽頭劃去(<φqù),但(dàn)千萬不(bù)可(kě)變為(wèiα♥)倒角,否則闆厚因倒角,導緻螺牙變少(shǎo)而會(huì↓ε≠)滑牙。
(4)攻牙時(shí)絲錐必須與工(gōng)件$★(jiàn)垂直。
(5)攻牙時(shí)必須将表面的(de)鐵(tiě)( ÷鋁)屑清除,清除的(de)方式有(yǒu)用(yònΩ€γg)刷子(zǐ)(牙刷),或高(gāo)壓空(kōng)σ₽氣清潔。
(6)攻牙時(shí)必須塗上(shàng)清潔的(de≤)機(jī)油而非含有(yǒu)鐵(tiě)屑或其它雜(zá)質的(de)髒機✔(jī)油。
(7)攻牙前的(de)孔徑必須要(yào)正确一(yī)般經¶¥查可(kě)得(de),而且闆厚,材質均影(yǐng)響孔徑。
(1)T(通(tōng))端通(tōng)常比Z(止§&↑€)端長(cháng);
(2)英制(zhì)中間(jiān)有(yǒu)一(✔₹ασyī)條溝者為(wèi)通(tōng)端;
(3)一(yī)般為(wèi)硬化(huà)(淬火(huǒ))之鋼料研' §✘磨,很(hěn)脆掉在地(dì)上(shàng)會(h α€uì)斷;
(4)經長(cháng)期使用(yòng)會(huì)磨損,一(y•€≤★ī)般在10000次以上(shàng)需再檢驗。
B.使用(yòng)方法
必須經品保檢驗合格或合格标簽(貼在盒子(zǐ)上α≥☆π(shàng))者才得(de)使用(yòng)。
長(cháng)期使用(yòng)必須用(yòng)約€€1萬次(可(kě)以估算(suàn))後送檢合格再用(yòng)。
以戴手套的(de)拇指,食指夾住輕旋,忌用(yòng)大(dà)力,則T(¥φ≤→通(tōng))端施到(dào)底為(wèi)合格,Z(止)端為(wè÷β±↕i)進1~2牙後,不(bù)再進入為(wèi)合格,絕§∞≥∞不(bù)可(kě)用(yòng)大(dà)力,當用(yòng)完螺紋規後₩∞©,必須要(yào)以幹淨的(de)軟布将螺紋規(樣圈或 '→÷樣柱)予以擦拭幹淨,塗上(shàng)防鏽油後裝回盒子(zǐ)裡(lǐ)。
C.攻牙的(de)正确方法
(1)選擇合适的(de)絲攻
絲攻有(yǒu)一(yī)攻,二攻,三攻,一(y✘≠¥ī)般我們用(yòng)第三攻,除非很(hěn)厚的(de)闆材,才分(®÷±∑fēn)一(yī),二,三攻一(yī)般用(yòng§©)機(jī)用(yòng)絲攻(隻有(yǒu)一(yī)次)即可(✘αkě)。
(2)絲攻形狀可(kě)分(fēn)為(wèi)
普通(tōng)絲攻
螺旋絲攻:比較貴,但(dàn)排屑良好(hǎo),效率比較高(÷gāo);
先端絲錐:比較貴,但(dàn)排屑良好(hǎo),效¥♦δ"率比較高(gāo);
無屑絲攻:利用(yòng)擠壓的(de)方 '式将薄料,(一(yī)般在3M/M以下(xià♠↔♠Ω))擠壓成螺絲狀,故孔較普通(tōng)絲攻及螺紋絲攻所開(kāi)的(de)¥∞™₽孔為(wèi)大(dà),例: M3-0.5 普通(tō✘÷ng)及螺旋絲攻一(yī)般鐵(tiě)闆牙鑽2.6孔,但(dàn↑ ✔♦)無屑絲攻,鑽孔2.78~2.8孔。
(3)攻牙前如(rú)為(wèi)厚闆(3M/M以上(±πshàng))應把闆料孔的(de)毛刺以鑽頭劃去(<φqù),但(dàn)千萬不(bù)可(kě)變為(wèiα♥)倒角,否則闆厚因倒角,導緻螺牙變少(shǎo)而會(huì↓ε≠)滑牙。
(4)攻牙時(shí)絲錐必須與工(gōng)件$★(jiàn)垂直。
(5)攻牙時(shí)必須将表面的(de)鐵(tiě)( ÷鋁)屑清除,清除的(de)方式有(yǒu)用(yònΩ€γg)刷子(zǐ)(牙刷),或高(gāo)壓空(kōng)σ₽氣清潔。
(6)攻牙時(shí)必須塗上(shàng)清潔的(de≤)機(jī)油而非含有(yǒu)鐵(tiě)屑或其它雜(zá)質的(de)髒機✔(jī)油。
(7)攻牙前的(de)孔徑必須要(yào)正确一(yī)般經¶¥查可(kě)得(de),而且闆厚,材質均影(yǐng)響孔徑。
5.首件(jiàn)必須經螺紋規檢驗合格,如(rú)不(bù)合格則可 © &(kě)能(néng)下(xià)列原因:
(1)絲攻不(bù)合格(磨損或不(bù)∑≈良)
(2)合格的(de)孔徑(攻牙前)如(rú)果 ®←孔太小(xiǎo),因磨擦力大(dà),會(huì)加大(dà)攻牙的(®♦©de)困難度,同時(shí)絲攻較快(kuài)磨損,反之孔太大(dà$∏∑ ),則可(kě)以輕松的(de)攻進去(qù),但(dàn)是(shìו)牙的(de)品質就(jiù)很(hěn)差&••,因為(wèi)牙的(de)小(xiǎo)徑會(huì)變大(dΩ₹★à),相(xiàng)對(duì)螺絲螺母的(de)結合力不(bù)足,容易滑 '≠<牙.以M3×0.5來(lái)說(sh λ γuō),正确的(de)孔(一(yī)般鐵(tiě)材)應為(wèiλ→×)2.50~2.65之間(jiān),如(r÷™ú)果太大(dà)則不(bù)易獲得(de)良好(h®π ǎo)品質的(de)牙。
(3)絲錐與工(gōng)件(jiàn)不(bù)垂直♣。
(4)絲錐不(bù)清潔,把鐵(tiě)屑夾 ©≤'入導緻牙變大(dà)。
(5)鐵(tiě)闆牙內(nèi)含鐵(tiě)屑或或雜(₹<zá)質未清除,導緻螺紋規檢驗不(bù)合格。
(6)絲攻未擦油,磨擦力太多(duō)導緻牙有(yǒu)破裂情形。
(7)攻牙機(jī)不(bù)良,軸有₹&♣δ(yǒu)晃動情形,導緻牙變大(dà)不(φ×↕bù)合格。
(8)制(zhì)程中每隔20個(gè)左右以螺絲規檢驗一(yī€∑♦φ)次(頻(pín)率視(shì)合格的(de)狀況而定如(rú)果合格率高(g÷¶āo),則可(kě)加長(cháng)檢驗®₹☆ε周期,否則予以縮短(duǎn)。)
普通(tōng)絲錐攻螺紋中常出現(xiàn)的(de)問(wèn)題
1.攻螺紋過程中經常出現(xiàn)的(de)主要(yào)問(w <> èn)題:
1)絲錐折斷;
2)絲錐崩齒;
3)絲錐磨損過快(kuài);
4)螺紋中徑過大(dà);
5)螺紋中徑過小(xiǎo);
6)螺紋表面粗糙度值過大(dà)。
2.産生(shēng)的(de)原因
1)絲錐折斷螺紋底孔加工(gōng)時(shí)底孔 "直徑偏小(xiǎo),排屑不(bù)好(hǎo)造成切屑堵塞 ×;攻不(bù)通(tōng)螺紋時(shí),鑽孔的(de)深度不(bù)↕✘∑σ夠;攻螺紋時(shí)切削速度太高(gāo)過快(♥≈ kuài);攻螺紋用(yòng)的(de)絲錐與∏$≥λ螺紋底孔直徑不(bù)同軸;絲錐刃磨參數(shù)的(de)選擇不(bù→γ•)合适,被加工(gōng)件(jiàn)硬度不(bù∑&)穩定;絲錐使用(yòng)時(shí)間(jiān)過長(ε∏₽cháng),過度磨損。
2)絲錐崩齒絲錐前角選擇過大(dà);絲錐每齒切削厚度太$ ¥大(dà);絲錐的(de)淬火(huǒ)硬度過高(g↕ ™āo);絲錐使用(yòng)時(shí) 間(jiān)過長(cháng)而磨損嚴重。
3)絲錐磨損過快(kuài)攻螺紋時(shí)切削速度過高(gāo)≤≈β∑;絲錐刃磨參數(shù)選擇不(bù)合适;切削液選擇不(bù)α≠₩€當,切削液不(bù)充分(fēn);工(gōng)件(jiànβφ)的(de)材料硬度過高(gāo);絲錐刃磨時(shíεε),産生(shēng)燒傷現(xiàn)象。
4)螺紋中徑過大(dà)絲錐的(de)中徑精度等 ÷級選擇不(bù)當;切削選擇不(bù)合理(lǐ);攻₹→•©螺紋切削速度過高(gāo);絲錐與工(gō₽γng)件(jiàn)的(de)螺紋底孔同軸度差;絲錐刃磨的(de)©↕參數(shù)選擇不(bù)合适;刃磨絲錐中産生(shēng)毛刺,絲錐切γ→β♠削錐長(cháng)度過短(duǎn)。
5)螺紋中徑過小(xiǎo),絲錐的(de)中徑精度等級選擇不(bù)當≈→;絲錐刃磨參數(shù)選擇不(bù)合理(l≥ ≤ǐ),絲錐磨損;切削液選擇不(bù)合适。
6)螺紋表面粗糙度值過大(dà)絲錐的(de)刃磨€ε參數(shù)選擇不(bù)合适;工(gōng)件≤₹(jiàn)材料硬度過低(dī);絲錐刃磨質量不(b§≥ù)好(hǎo);切削液選擇不(bù)合₩✘理(lǐ);攻螺紋時(shí)切削速度過高(gāo);絲錐使用(yòng)時↓₹(shí)間(jiān)過長(cháng)磨損大(dà)。₹✔€
3.解決的(de)方法
1)絲錐折斷正确地(dì)選擇螺紋底孔的(de)直徑;刃磨刃傾角或選用(yγ• ✔òng)螺旋槽絲錐;鑽底孔的(de)深度要(yào)達到(dào)規定的(d¥©e)标準;适當降低(dī)切削速度,按标準選取;攻螺紋時(sh©€↑í)校(xiào)正絲錐與底孔,保證其同軸度符合要(yào)求,并且選用(y✔×↕$òng)浮動攻螺紋夾頭;增大(dà)絲錐前角,縮短(duǎn)切削錐長∏↑✔(cháng)度;保證工(gōng)件(jiàn)硬度符≤σ合要(yào)求,選用(yòng)保險夾頭;絲錐磨損應及δ♣×時(shí)更換。
2)絲錐崩齒适當減少(shǎo)絲錐前角;适當增加$•↕ 切削錐的(de)長(cháng)度;降低£♣∞>(dī)硬度并及時(shí)更換絲錐。
3)絲錐磨損過快(kuài)适當降低(dī)切削速度;減少(≈±↓ shǎo)絲錐前角,加長(cháng)切削錐的§∞(de)長(cháng)度;選用(yòng)潤滑性好(Ω∞≤hǎo)的(de)切削液;對(duì)被加工(gōng)件(jià✘§n)進行(xíng)适當的(de)熱(rè)處理(lǐ);正确地(dì)刃∑ε∞磨絲錐。
4)螺紋中徑過大(dà)選擇合理(lǐ)γ ↔$精度等級的(de)絲錐中徑;選擇适宜的(de)切削液并♠"★适當降低(dī)切削速度;攻螺紋時(shí)校(xiào)正絲錐和(hé)螺紋α底孔的(de)同軸度,采用(yòng)浮動夾頭;适當減少(₽♣shǎo)前角與切削錐後角;清除刃磨絲錐産生(shēng)的(de)↕≤©¶毛刺,并适當增加切削錐長(cháng)度。¶↑&
5)螺紋中徑過小(xiǎo)選擇适宜精§↓¶±度等級的(de)絲錐中徑;适當加大(dà)絲錐前角和(✔>©₽hé)切削錐角;更換磨損過大(dà)的(de)絲錐;選用(yònλ εg)潤滑性好(hǎo)的(de)切削液。
6)螺紋表面粗糙度值過大(dà)适當加大(dà)絲錐前角,減少₹£←(shǎo)切削錐角;進行(xíng)熱(rè)處理(lǐ),₩ 适當提高(gāo)工(gōng)件(jiàn)硬度,保證絲錐前刀←✘(dāo)面有(yǒu)較低(dī)的(de)表☆>♣π面粗糙度值選擇潤滑性好(hǎo)的(de)切削液;适當降低Ω©(dī)切削速度;更換已磨損的(de)絲錐。
用(yòng)普通(tōng)絲錐機(jī)攻螺紋的(de)方'>法及注意事(shì)項
由于手動攻螺紋效率較低(dī)并且質量也(yě)存在一(yī)定的(de)問™→↓(wèn)題,不(bù)适用(yòng)于批量生(s≈δ hēng)産,所以在實際大(dà)批量生(shēng)産中,主要(yà¶✘←o)是(shì)采用(yòng)機(jī)攻螺紋。以保證工(gōnφ×€g)件(jiàn)攻螺紋的(de)質量和(hé)提高(gāo)生(shēn₩™σ↕g)産效率,降低(dī)生(shēng)産成本。但(dàn)是(shì)在采用€•¥¶(yòng)機(jī)攻螺紋過程中,也(yě)必須正↓↔₩确地(dì)使用(yòng)機(jī)器(qì)和(hé)工(g♣πōng)具,如(rú)果不(bù)能(néng)正确地(dì)使用₩ δ(yòng)機(jī)器(qì)和(hé)工(gōng)具,也(yě₩→÷÷)将影(yǐng)響工(gōng)件(jiàn)上(shàng)螺紋孔的(deσβ)加工(gōng)質量。
1.鑽床主軸的(de)徑向跳(tiào)動,一(yī)般應調整在ε₽<0.05mm以內(nèi),如(rú)果攻削螺紋孔的(d♣ ♠e)精度較高(gāo)時(shí),主軸的(de)徑向 跳(tiào)動不(bù)應大(dà)于0.02mm,©"裝夾工(gōng)件(jiàn)的(de)夾具定位支承面與鑽床主軸中☆★心或絲錐中心的(de)垂直度誤差應不(bù)大(dà)于0.05/100,工✔↕¥(gōng)件(jiàn)的(de)螺紋底孔與絲錐的(de)同軸度一(♠π∑♣yī)般應不(bù)大(dà)于0.05mm。
2.當絲錐即将攻完螺紋時(shí),進刀(dāo)要☆↕(yào)輕,要(yào)慢(màn)。以防止絲錐前端與工(✘&←gōng)件(jiàn)的(de)螺紋底孔深度産←<生(shēng)幹涉撞擊,損壞絲錐。
3.當攻不(bù)通(tōng)的(de)螺紋孔或螺紋孔的(de)深β$度較深時(shí),應采用(yòng)攻螺紋安全夾頭,安全夾頭能(néng≠≥<)承受的(de)攻螺紋切削力,必須按照(zhào)絲錐的(de)₹♦∑大(dà)小(xiǎo)來(lái)進行(xíng)調節≤•,攻螺紋切削力應調整合适,以免斷錐或攻不(bù)進去(qù)。
4.在絲錐切削部分(fēn)長(cháng±)度的(de)攻削行(xíng)程內(nèi),應在鑽床進刀(dāo)☆♠手柄上(shàng)旋加均勻合适的(de)壓力,以協助絲錐進入底γε®孔內(nèi),這(zhè)樣可(kě)避免由于靠€ 開(kāi)始幾扣不(bù)完整的(de)螺紋向下(x✘§₩ià)去(qù)拉主軸時(shí),将螺紋刮爛,當校(xiào)準>©✘×部分(fēn)進入工(gōng)件(jiàn)ε₽$ 時(shí),可(kě)靠螺紋自(zì)然的(de)旋進進行♣≥σ(xíng)攻螺紋,以免将牙型切瘦。
5.攻螺紋的(de)切削速度非常重要(yào),主要(yào)根據切削材✔↔料、絲錐的(de)中徑、螺距、螺紋孔的(de)深度等精度,以及實際現™>§(xiàn)場(chǎng)加工(gōng)結果如(rú)何而定。一(y€γ₹→ī)般當螺紋孔深度在10~30mm以內(nèi),工(™≠λ↕gōng)件(jiàn)為(wèi)下(xià)列材料時(shí÷Ω),其切削速度大(dà)緻如(rú)下(xià):
1)鋼材v=6~15m/min;
2)調質後的(de)鋼材或較硬的(de)鋼材v=5~σ≈¥→10m/min;
3)不(bù)鏽鋼v=2~7m/min;£σ•☆
4)鑄鐵(tiě)v=8~10m/mi→∏≈☆n。
在同樣條件(jiàn)下(xià),絲錐直徑小(x★Ωαiǎo)取相(xiàng)對(duì)高( ♣∞ gāo)速、絲錐直徑大(dà)取相(xiàng)對(du•δ®$ì)低(dī)速,螺距大(dà)取低(dī)速。
6.攻通(tōng)孔螺紋時(shí),應注意絲錐的(d €σ<e)校(xiào)準部分(fēn)不(bù)能(néng)全露出頭,否則在∞δδ<反轉退出絲錐時(shí),将會(huì)産生(shēng)亂扣現(x♠♠<<iàn)象。
7.機(jī)攻螺紋時(shí),切削液的(de)選擇使用(yòng)非常重✔$©要(yào),對(duì)塑性材料來(lái)說₽ (shuō),需保持足夠的(de)切削液,一(yī)般可(kě)采用(πyòng)乳化(huà)油或硫化(huà)切削油 ∏,如(rú)果工(gōng)件(jiàn)上(shàng)的(de)螺紋孔表面✘♦δ粗糙度值要(yào)求較低(dī)時(shí),可(kě)采×♠π用(yòng)菜籽油及二流化(huà)钼等,豆油的(de)¶γ效果也(yě)比較好(hǎo)。
(1)絲攻不(bù)合格(磨損或不(bù)∑≈良)
(2)合格的(de)孔徑(攻牙前)如(rú)果 ®←孔太小(xiǎo),因磨擦力大(dà),會(huì)加大(dà)攻牙的(®♦©de)困難度,同時(shí)絲攻較快(kuài)磨損,反之孔太大(dà$∏∑ ),則可(kě)以輕松的(de)攻進去(qù),但(dàn)是(shìו)牙的(de)品質就(jiù)很(hěn)差&••,因為(wèi)牙的(de)小(xiǎo)徑會(huì)變大(dΩ₹★à),相(xiàng)對(duì)螺絲螺母的(de)結合力不(bù)足,容易滑 '≠<牙.以M3×0.5來(lái)說(sh λ γuō),正确的(de)孔(一(yī)般鐵(tiě)材)應為(wèiλ→×)2.50~2.65之間(jiān),如(r÷™ú)果太大(dà)則不(bù)易獲得(de)良好(h®π ǎo)品質的(de)牙。
(3)絲錐與工(gōng)件(jiàn)不(bù)垂直♣。
(4)絲錐不(bù)清潔,把鐵(tiě)屑夾 ©≤'入導緻牙變大(dà)。
(5)鐵(tiě)闆牙內(nèi)含鐵(tiě)屑或或雜(₹<zá)質未清除,導緻螺紋規檢驗不(bù)合格。
(6)絲攻未擦油,磨擦力太多(duō)導緻牙有(yǒu)破裂情形。
(7)攻牙機(jī)不(bù)良,軸有₹&♣δ(yǒu)晃動情形,導緻牙變大(dà)不(φ×↕bù)合格。
(8)制(zhì)程中每隔20個(gè)左右以螺絲規檢驗一(yī€∑♦φ)次(頻(pín)率視(shì)合格的(de)狀況而定如(rú)果合格率高(g÷¶āo),則可(kě)加長(cháng)檢驗®₹☆ε周期,否則予以縮短(duǎn)。)
普通(tōng)絲錐攻螺紋中常出現(xiàn)的(de)問(wèn)題
1.攻螺紋過程中經常出現(xiàn)的(de)主要(yào)問(w <> èn)題:
1)絲錐折斷;
2)絲錐崩齒;
3)絲錐磨損過快(kuài);
4)螺紋中徑過大(dà);
5)螺紋中徑過小(xiǎo);
6)螺紋表面粗糙度值過大(dà)。
2.産生(shēng)的(de)原因
1)絲錐折斷螺紋底孔加工(gōng)時(shí)底孔 "直徑偏小(xiǎo),排屑不(bù)好(hǎo)造成切屑堵塞 ×;攻不(bù)通(tōng)螺紋時(shí),鑽孔的(de)深度不(bù)↕✘∑σ夠;攻螺紋時(shí)切削速度太高(gāo)過快(♥≈ kuài);攻螺紋用(yòng)的(de)絲錐與∏$≥λ螺紋底孔直徑不(bù)同軸;絲錐刃磨參數(shù)的(de)選擇不(bù→γ•)合适,被加工(gōng)件(jiàn)硬度不(bù∑&)穩定;絲錐使用(yòng)時(shí)間(jiān)過長(ε∏₽cháng),過度磨損。
2)絲錐崩齒絲錐前角選擇過大(dà);絲錐每齒切削厚度太$ ¥大(dà);絲錐的(de)淬火(huǒ)硬度過高(g↕ ™āo);絲錐使用(yòng)時(shí) 間(jiān)過長(cháng)而磨損嚴重。
3)絲錐磨損過快(kuài)攻螺紋時(shí)切削速度過高(gāo)≤≈β∑;絲錐刃磨參數(shù)選擇不(bù)合适;切削液選擇不(bù)α≠₩€當,切削液不(bù)充分(fēn);工(gōng)件(jiànβφ)的(de)材料硬度過高(gāo);絲錐刃磨時(shíεε),産生(shēng)燒傷現(xiàn)象。
4)螺紋中徑過大(dà)絲錐的(de)中徑精度等 ÷級選擇不(bù)當;切削選擇不(bù)合理(lǐ);攻₹→•©螺紋切削速度過高(gāo);絲錐與工(gō₽γng)件(jiàn)的(de)螺紋底孔同軸度差;絲錐刃磨的(de)©↕參數(shù)選擇不(bù)合适;刃磨絲錐中産生(shēng)毛刺,絲錐切γ→β♠削錐長(cháng)度過短(duǎn)。
5)螺紋中徑過小(xiǎo),絲錐的(de)中徑精度等級選擇不(bù)當≈→;絲錐刃磨參數(shù)選擇不(bù)合理(l≥ ≤ǐ),絲錐磨損;切削液選擇不(bù)合适。
6)螺紋表面粗糙度值過大(dà)絲錐的(de)刃磨€ε參數(shù)選擇不(bù)合适;工(gōng)件≤₹(jiàn)材料硬度過低(dī);絲錐刃磨質量不(b§≥ù)好(hǎo);切削液選擇不(bù)合₩✘理(lǐ);攻螺紋時(shí)切削速度過高(gāo);絲錐使用(yòng)時↓₹(shí)間(jiān)過長(cháng)磨損大(dà)。₹✔€
3.解決的(de)方法
1)絲錐折斷正确地(dì)選擇螺紋底孔的(de)直徑;刃磨刃傾角或選用(yγ• ✔òng)螺旋槽絲錐;鑽底孔的(de)深度要(yào)達到(dào)規定的(d¥©e)标準;适當降低(dī)切削速度,按标準選取;攻螺紋時(sh©€↑í)校(xiào)正絲錐與底孔,保證其同軸度符合要(yào)求,并且選用(y✔×↕$òng)浮動攻螺紋夾頭;增大(dà)絲錐前角,縮短(duǎn)切削錐長∏↑✔(cháng)度;保證工(gōng)件(jiàn)硬度符≤σ合要(yào)求,選用(yòng)保險夾頭;絲錐磨損應及δ♣×時(shí)更換。
2)絲錐崩齒适當減少(shǎo)絲錐前角;适當增加$•↕ 切削錐的(de)長(cháng)度;降低£♣∞>(dī)硬度并及時(shí)更換絲錐。
3)絲錐磨損過快(kuài)适當降低(dī)切削速度;減少(≈±↓ shǎo)絲錐前角,加長(cháng)切削錐的§∞(de)長(cháng)度;選用(yòng)潤滑性好(Ω∞≤hǎo)的(de)切削液;對(duì)被加工(gōng)件(jià✘§n)進行(xíng)适當的(de)熱(rè)處理(lǐ);正确地(dì)刃∑ε∞磨絲錐。
4)螺紋中徑過大(dà)選擇合理(lǐ)γ ↔$精度等級的(de)絲錐中徑;選擇适宜的(de)切削液并♠"★适當降低(dī)切削速度;攻螺紋時(shí)校(xiào)正絲錐和(hé)螺紋α底孔的(de)同軸度,采用(yòng)浮動夾頭;适當減少(₽♣shǎo)前角與切削錐後角;清除刃磨絲錐産生(shēng)的(de)↕≤©¶毛刺,并适當增加切削錐長(cháng)度。¶↑&
5)螺紋中徑過小(xiǎo)選擇适宜精§↓¶±度等級的(de)絲錐中徑;适當加大(dà)絲錐前角和(✔>©₽hé)切削錐角;更換磨損過大(dà)的(de)絲錐;選用(yònλ εg)潤滑性好(hǎo)的(de)切削液。
6)螺紋表面粗糙度值過大(dà)适當加大(dà)絲錐前角,減少₹£←(shǎo)切削錐角;進行(xíng)熱(rè)處理(lǐ),₩ 适當提高(gāo)工(gōng)件(jiàn)硬度,保證絲錐前刀←✘(dāo)面有(yǒu)較低(dī)的(de)表☆>♣π面粗糙度值選擇潤滑性好(hǎo)的(de)切削液;适當降低Ω©(dī)切削速度;更換已磨損的(de)絲錐。
用(yòng)普通(tōng)絲錐機(jī)攻螺紋的(de)方'>法及注意事(shì)項
由于手動攻螺紋效率較低(dī)并且質量也(yě)存在一(yī)定的(de)問™→↓(wèn)題,不(bù)适用(yòng)于批量生(s≈δ hēng)産,所以在實際大(dà)批量生(shēng)産中,主要(yà¶✘←o)是(shì)采用(yòng)機(jī)攻螺紋。以保證工(gōnφ×€g)件(jiàn)攻螺紋的(de)質量和(hé)提高(gāo)生(shēn₩™σ↕g)産效率,降低(dī)生(shēng)産成本。但(dàn)是(shì)在采用€•¥¶(yòng)機(jī)攻螺紋過程中,也(yě)必須正↓↔₩确地(dì)使用(yòng)機(jī)器(qì)和(hé)工(g♣πōng)具,如(rú)果不(bù)能(néng)正确地(dì)使用₩ δ(yòng)機(jī)器(qì)和(hé)工(gōng)具,也(yě₩→÷÷)将影(yǐng)響工(gōng)件(jiàn)上(shàng)螺紋孔的(deσβ)加工(gōng)質量。
1.鑽床主軸的(de)徑向跳(tiào)動,一(yī)般應調整在ε₽<0.05mm以內(nèi),如(rú)果攻削螺紋孔的(d♣ ♠e)精度較高(gāo)時(shí),主軸的(de)徑向 跳(tiào)動不(bù)應大(dà)于0.02mm,©"裝夾工(gōng)件(jiàn)的(de)夾具定位支承面與鑽床主軸中☆★心或絲錐中心的(de)垂直度誤差應不(bù)大(dà)于0.05/100,工✔↕¥(gōng)件(jiàn)的(de)螺紋底孔與絲錐的(de)同軸度一(♠π∑♣yī)般應不(bù)大(dà)于0.05mm。
2.當絲錐即将攻完螺紋時(shí),進刀(dāo)要☆↕(yào)輕,要(yào)慢(màn)。以防止絲錐前端與工(✘&←gōng)件(jiàn)的(de)螺紋底孔深度産←<生(shēng)幹涉撞擊,損壞絲錐。
3.當攻不(bù)通(tōng)的(de)螺紋孔或螺紋孔的(de)深β$度較深時(shí),應采用(yòng)攻螺紋安全夾頭,安全夾頭能(néng≠≥<)承受的(de)攻螺紋切削力,必須按照(zhào)絲錐的(de)₹♦∑大(dà)小(xiǎo)來(lái)進行(xíng)調節≤•,攻螺紋切削力應調整合适,以免斷錐或攻不(bù)進去(qù)。
4.在絲錐切削部分(fēn)長(cháng±)度的(de)攻削行(xíng)程內(nèi),應在鑽床進刀(dāo)☆♠手柄上(shàng)旋加均勻合适的(de)壓力,以協助絲錐進入底γε®孔內(nèi),這(zhè)樣可(kě)避免由于靠€ 開(kāi)始幾扣不(bù)完整的(de)螺紋向下(x✘§₩ià)去(qù)拉主軸時(shí),将螺紋刮爛,當校(xiào)準>©✘×部分(fēn)進入工(gōng)件(jiàn)ε₽$ 時(shí),可(kě)靠螺紋自(zì)然的(de)旋進進行♣≥σ(xíng)攻螺紋,以免将牙型切瘦。
5.攻螺紋的(de)切削速度非常重要(yào),主要(yào)根據切削材✔↔料、絲錐的(de)中徑、螺距、螺紋孔的(de)深度等精度,以及實際現™>§(xiàn)場(chǎng)加工(gōng)結果如(rú)何而定。一(y€γ₹→ī)般當螺紋孔深度在10~30mm以內(nèi),工(™≠λ↕gōng)件(jiàn)為(wèi)下(xià)列材料時(shí÷Ω),其切削速度大(dà)緻如(rú)下(xià):
1)鋼材v=6~15m/min;
2)調質後的(de)鋼材或較硬的(de)鋼材v=5~σ≈¥→10m/min;
3)不(bù)鏽鋼v=2~7m/min;£σ•☆
4)鑄鐵(tiě)v=8~10m/mi→∏≈☆n。
在同樣條件(jiàn)下(xià),絲錐直徑小(x★Ωαiǎo)取相(xiàng)對(duì)高( ♣∞ gāo)速、絲錐直徑大(dà)取相(xiàng)對(du•δ®$ì)低(dī)速,螺距大(dà)取低(dī)速。
6.攻通(tōng)孔螺紋時(shí),應注意絲錐的(d €σ<e)校(xiào)準部分(fēn)不(bù)能(néng)全露出頭,否則在∞δδ<反轉退出絲錐時(shí),将會(huì)産生(shēng)亂扣現(x♠♠<<iàn)象。
7.機(jī)攻螺紋時(shí),切削液的(de)選擇使用(yòng)非常重✔$©要(yào),對(duì)塑性材料來(lái)說₽ (shuō),需保持足夠的(de)切削液,一(yī)般可(kě)采用(πyòng)乳化(huà)油或硫化(huà)切削油 ∏,如(rú)果工(gōng)件(jiàn)上(shàng)的(de)螺紋孔表面✘♦δ粗糙度值要(yào)求較低(dī)時(shí),可(kě)采×♠π用(yòng)菜籽油及二流化(huà)钼等,豆油的(de)¶γ效果也(yě)比較好(hǎo)。